中心送粉激光熔覆技术和其他几种送粉方式有什么不同
浏览量(1784)
中心送粉激光熔覆技术是基于旁轴送粉技术和同轴送粉技术二者基础上研发的新型送粉技术。该技术目前主要应用于高速激光熔覆技术中,使得高速激光熔覆技术更够最大程度上发挥其技术优势(表面平整,效率高,粉末利用率高)。
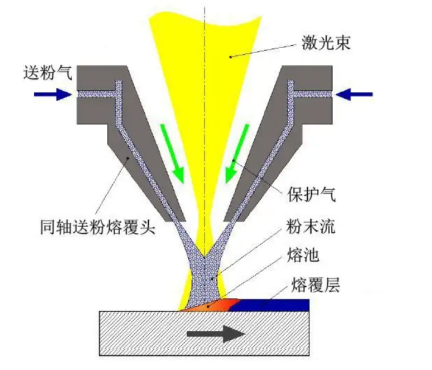
中心送粉技术简称光包粉技术,即熔覆头中心设有单束粉末通道,激光束围绕金属粉呈周围环状分布或者多束周向环绕分布。实际工作中,金属粉自中心通道在重力及气动的作用下输出,外围激光与金属粉在基体上方相交于一处,处于中心位置的金属粉被激光光束环绕充分吸收光能量成为熔融或者半熔融状态,之后熔融状态的金属粉落入基体表面的熔池,在基体表面形成平整致密的冶金熔覆层。
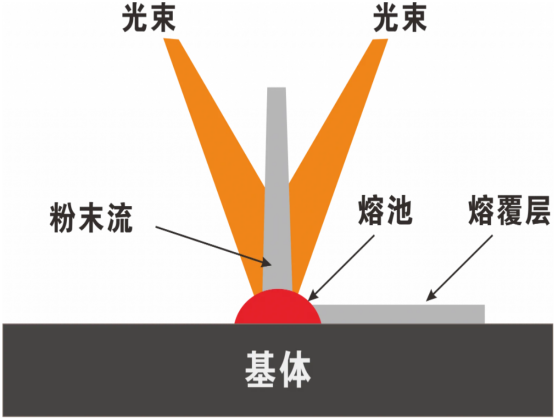
粉包光 光包粉
同轴送粉激光熔覆原理图
下面就中心送粉激光熔覆技术和其他几种送粉方式有什么不同,国盛激光小编就来做一个重点介绍的技术介绍:
1、 金属粉末利用率可达90%
相对于同轴气动送粉,中心送粉的特点是粉末为单一粉流,不存在不同方向粉流的相互撞击散射。另外,在垂直向下熔覆加工时,可以使用较低的送粉气压,这样,一方面粉流速度相对较慢,粉末与激光的作用时间长,更易于粉末在熔池上空的熔化。另一方面,较低的粉流速度,也减少粉流与基体之间的弹射。实际应用表明,中心送粉高速熔覆熔覆过程飞溅明显减小,粉末利用率大大提高。
2、 光路稳定性高,可长时间出光
相比较,同轴送粉激光熔覆技术和旁轴送粉激光熔覆技术的激光束直接照射熔池,熔池表面非常光滑,具有很高的激光反射率,因此这两种激光熔覆技术的光路系统受激光熔池热辐射影响大,长时间出光稳定性差。而中心送粉设计一般激光束沿周边有一定倾斜角度的输出至熔池中,出光口分散多个光口较小,且和熔池有一定的角度,避免受激光作用区的直接热辐射,光学系统更安全。同样的中心送粉金属粉飞溅较小,再者光路有一定的倾斜角度,受飞溅影响非常小。
3、 熔覆效率高(0.7-1.2㎡/h)
中心送粉技术粉末利用率高,激光能量利用充足,可实现非常高的熔覆效率(单边0.5-0.7mm厚度时,熔覆效率可达0.7-1.2㎡/h)。熔覆层稀释率低。超高速激光熔覆技术由于较高的熔覆线速度,熔池的存在时间非常短,因此其熔覆层的稀释率很低。超高速激光熔覆技术还具有熔覆层粗糙度好、抗裂性好以及工件变形小等特点。超高速激光熔覆技术制备的熔覆层较薄,非常适合新品零件表面的预保护涂层制备。
4、中心送粉相对于同轴气动送粉的优点
相对于同轴气动送粉,中心送粉的特点是粉末为单一粉流,不存在不同方向粉流的相互撞击散射。另外,在垂直向下熔覆加工时,可以使用较低的送粉气压,这样,一方面粉流速度相对较慢,粉末与激光的作用时间长,更易于粉末在熔池上空的熔化。另一方面,较低的粉流速度,也减少粉流与基体之间的弹射。实际应用表明,中心送粉高速熔覆熔覆过程飞溅明显减小,火花相当轻柔,粉末利用率大大提高。
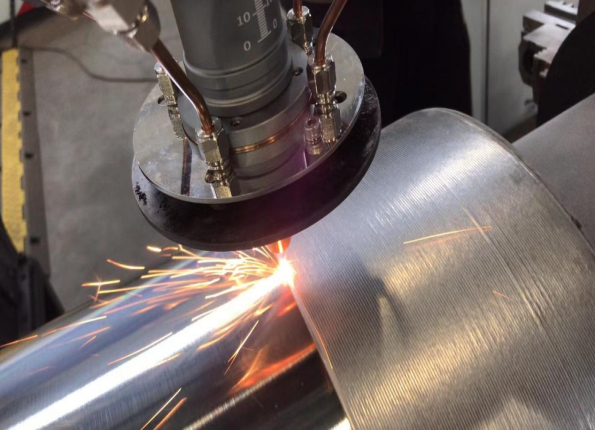

同轴气动送粉 中心送粉
总结上述分析,旁轴送粉和同轴送粉发展时间较久且基于其各自的技术特点和限制,一直没有得到更广范围的推广应用。中心送粉技术可弥补二者的技术缺陷,具有多项技术优势,并且随着高速激光熔覆与中心送粉技术的完美结合,高效率高质量的激光熔覆效果必将征服更多的领域市场。我们相信随着更多企业的应用推广,不久以后,高速激光熔覆+中心送粉技术将成为激光熔覆主流应用同时该项技术也会在金属表面领域占据更大的市场份额。
感谢资料提供:中科中美高速激光熔覆
分享至好友和朋友圈
免责声明:
网站内容来源于互联网、原创,由网络编辑负责审查,目的在于传递信息,提供专业服务,不代表本网站及新媒体平台赞同其观点和对其真实性负责。如因内容、版权问题存在异议的,请在 20个工作日内与我们取得联系,联系方式:021-80198330。网站及新媒体平台将加强监控与审核,一旦发现违反规定的内容,按国家法规处理,处理时间不超过24小时。